其工艺过程:首先将母卷置于分切机构上;薄膜或纸卷穿过分切机的放卷辊、导向辊、展平辊及相关过渡辊;由驱动辊拖拉;切刀分切;最后通过跟踪辊(分配辊)、压紧辊,进行主动收卷。
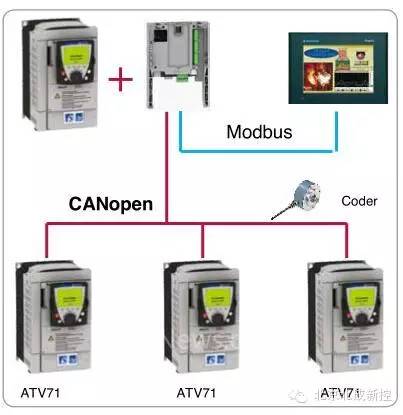
使用四台施耐德电气高性能的 ATV71变频器分别控制分切机的放卷辊、驱动辊和上下收卷辊。Control inside 卡安装在驱动辊变频器上作为主,通过CANopen 总线控制收放辊变频器,实现收放卷的恒张力调节。驱动变频器控制分切机的运行速度,它工作在速度控制方式下,同时它采用 Modbus 总线和 XBTGT 触摸屏连接,实现工艺参数的设置、保存以及过程监控。放卷变频器和上、下收卷变频器采用直接转矩控制方式,工作在张力开环模式。整个控制方案示意图如图2 所示。
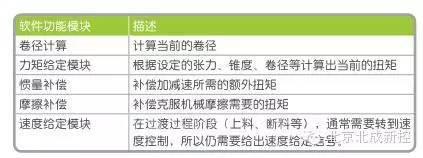
Control inside 卡是施耐德电气公司变频器专用内置可编程卡,通过 Codesys编程软件,可以实现变频器的特殊自编程应用,该软件可以用 6 种不同的语言编程,使用十分方便 。通过 Codesys 编程软件,施耐德电气公司开发有Control inside 卡专用的收放卷控制宏 ( 其功能如表 1 所示 ),能实现自动计算材料的卷径,通过控制变频器的输出转矩来获得恒张力控制,同时还可以通过设置系统惯量补偿、摩擦补偿及材料惯量补偿,以此补偿由于系统惯量、摩擦阻力及材料惯量引起的起动或加速过程中张力不均匀的情况,获得非常平稳的张力控制效果。用户只需要编制自己的控制逻辑便能方便快速地完成整个系统的实现。
分切机的传统控制方案是利用一台大电机来驱动收放卷的轴 , 在收放卷轴上加有磁粉离合器 , 通过调节磁粉离合器的电流来控制其所产生的阻力 , 以控制材料表面的张力。但是近几年随着我国的造纸业及印刷包装行业的飞速发展,客户对机器的性能要求越来越高。原有的磁粉离合器方案不仅大大限制了设备的运行速度,而且由于磁粉本身使用寿命的原因,造成了较高的故障率。目前国际上的先进机型均采用变频器带张力调节的收放卷方式,车速从原来的 200m/min 提高到 500m/min,极大地提高了效率。国内机器制造厂商都已经意识到了这项新技术所带来的优势,都有意利用这种方案来提高机器的性能。为此施耐德电气公司开发了分切机的收放卷控制方案,车速可达到 350m/min。

设置参数额定电压220, 额定频率50HZ, 转速1400, 电流2.0A,最大过流保护为3A。由于
回馈制动的时候,接通一个放电电阻,将高压降下来? 如果只用制动电阻降压的话,是不是只能降压调节,如果直流母线电压由于负载瞬间变重而瞬时偏低,就无法调节?实际
选型前所需工作1、了解电机参数(额定电压、额定电流、电机极对数、绝缘等级、电机功率等)2、了解负载类型(轻载、重载、超重载、不均衡负载、大惯性负载)二
新人小白求教。之前只用过Labview做过信号测量和处理。没有涉及到通信这块内容。最近在做一个Labview和
系统比较简单,主要是开始选型要正确了,然后考虑工艺和设备的具体状况,设计好线路和安装,最后就是参数调整。
江苏高价高价回收全新施耐德触摸屏、回收拆机发那科触摸屏 回收AB模块高价回收140模块CPU施耐德模块长期收购施耐德
实际应用中,对参数进行设置时应从以下几个方面进行考虑:一、命令源、给定源的组合命令源、给定源的组合常见的有以下几种:1.一个命令、一个给定(1)命令源
: VFD-A VFD-B VFD-M VFD-F VFD-S VFD-V VFD-L等系列.
安装 1 参考安装手册 编程 如果第10 页的出厂设置与[ 简单起动] (SIM-) 菜单的使用对于应用来说已经足够,则程序可以适用。 2 无运
在制动至静止时或在减速制动期间运行。它能够获得最大瞬时制动转矩。电阻器设计用于在机柜外部安装,但不禁止自然冷却。绝对不能堵塞进风口与出风口。空气必须经过防尘、防腐蚀以及防冷凝处理。
与Altivar 58/58F 的区别,解释了如何更换Altivar 58 或58F,包括如何更换总线或网络上正在通信的
这篇文章的目的是指导施耐德技术工程师、销售人员、分销商的技术工程师、以及用户的工程师如何用施耐德
是一种将宽幅纸张或薄膜分切成多条窄幅材料的机械设备,常用于造纸机械及印刷包装机械。 其传动系统主要由一台主机
近段时间,厂里一号高炉上料卷扬出现了故障,从发生到处理好,经历了一段时间,其中的处理过程觉得值得一写。 大概前一个礼拜的一天晚上,一号高炉的一号
杏彩体育注册
上一篇:喷码机是怎样联动纸箱分切机喷码的?
下一篇:晟威机电IPO审核终止专注薄膜电容器制造设备

